Performance numbers measured and published independently by Raise3D in a January 2021 case study.
Why we made the call
Through the 2010s, every single-well counter housing we shipped — Wiper Gold, Gamma 1, and predecessors — was a fabricated cold-rolled steel assembly. A welded steel tube formed the detector tower. A plate was welded to the top, ground flat, and drilled for the detector well. The opposite end was threaded so an internal spacer could be screwed down to set the crystal position.
The geometry sounds simple. The economics weren't. Every single one of those parts was machined or fabricated from raw steel, with the per-unit cost driven by setup time as much as material. Any design improvement — a thinner wall, a better connector cutout, a relocated mounting boss — meant tooling changes, vendor lead times, and a quote process that took longer than the actual machining.
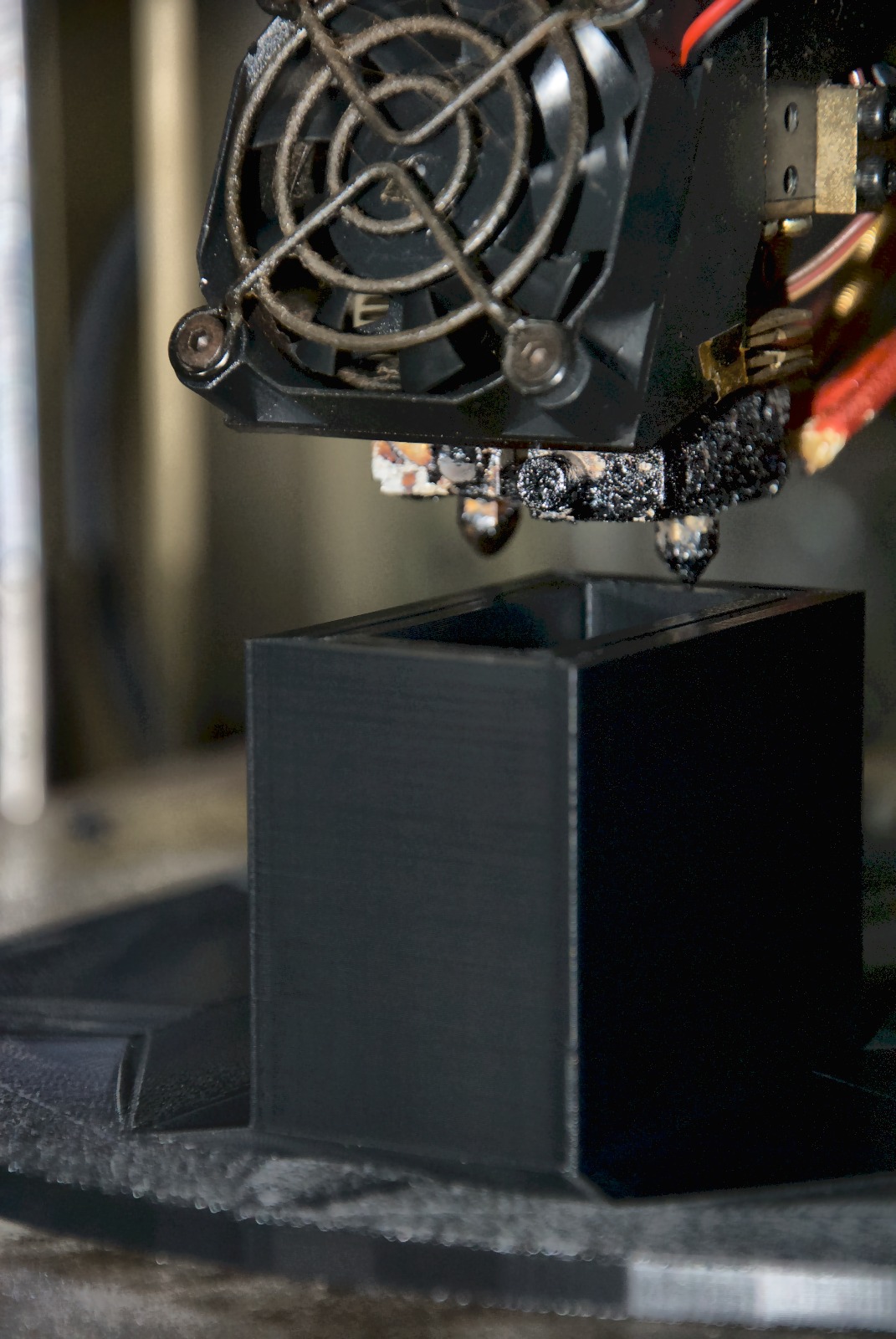
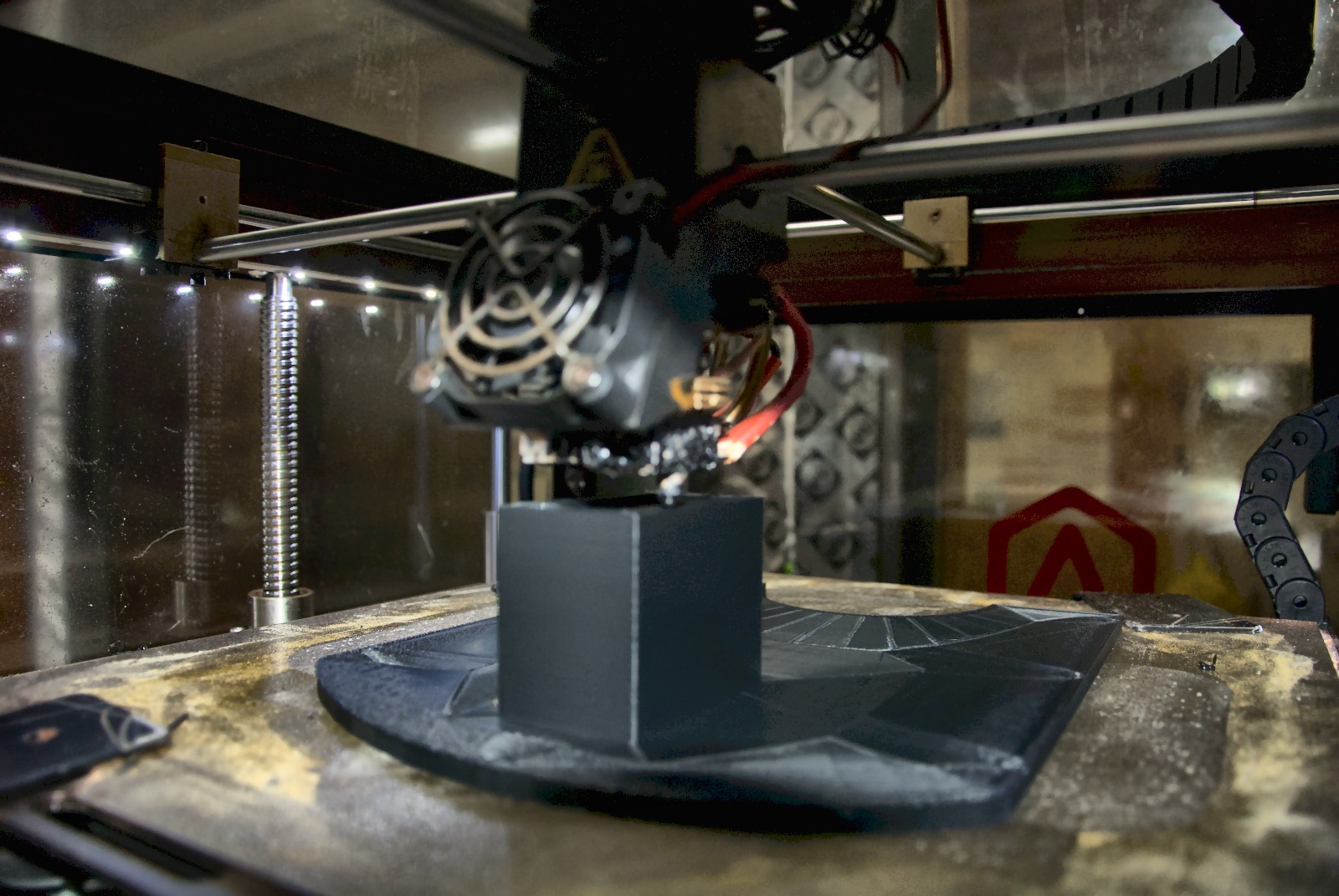
In 2020 we changed it. Every detector housing we now ship is produced in-house on an industrial Raise3D Pro 2 printer using engineering-grade thermoplastic and finished by hand. The instrument inside is the same one we shipped in 2018. The way we build the outside of it isn't.
The published numbers
In January 2021, Raise3D and our material partner Polymaker published a joint case study documenting what the switch actually delivered. The numbers in their report are theirs, not ours, and they're measured against the previous fabricated cold-rolled-steel construction:
- 10 pounds (9.5 kg) lighter per housing, with the same structural strength.
- Per-part cost reduced 94% versus equivalent machined components.
- Total finished-product cost down to 25% of the original process — a 75% reduction overall.
- 0.1 mm layer height across the production process, with dimensional shrink compensation tuned per material.
What additive manufacturing actually unlocks
The headline numbers are real and they're worth quoting. But the real story isn't cost — it's what becomes possible when tooling is no longer in the way. Three things change immediately:
1. Design iteration without tooling lead time
When our engineers improve a part — a better connector clearance, a relocated mounting boss, an updated detector window geometry — the next instrument off the bench incorporates the improvement. There is no change-order, no eight-week tooling cycle, no minimum production run to amortize. The current housing on the print bed and the next one to be sliced can be different revisions of the same part. Every customer who buys a Wiper Gold this quarter is getting an instrument that is materially better than the same Wiper Gold a quarter ago, and we didn't have to charge them more to ship it.
2. Custom configurations are a quote, not a project
Earlier this year, a customer came to us looking for high-energy wipe-test counting in a single-well form factor. The conventional answer would have been to send them a Multi-Wiper HE — the larger, heavier, more expensive sibling with the thicker lead shielding and bigger crystal. Instead, we built them a Wiper Gold with a two-inch detector and the full Wiper Gold feature set: PHA mode, unknown-isotope ID, decay correction, the same on-instrument software that runs every other Wiper Gold in service.
The custom housing — deeper detector well, repositioned PMT mount, larger lead shield envelope — was a CAD edit and a print run. Their final price came in well under a Multi-Wiper HE. Their delivery date was weeks, not months. Most instrument manufacturers can't quote that because the tooling cost alone for a custom housing would eat any cost advantage. We can because we don't have tooling.
3. Manufacturing-time corrections
If our final-QA process finds an issue — a hole that should have been 0.5 mm larger to clear a new connector, a wall that's tighter than ideal where a service technician needs to reach — the corrected part is on the next day's bench. Not the next quarter's. Continuous improvement is a buzzword in most operations literature. For us it's an operational fact, because the iteration loop closes before the unit ships.
The engineering pedigree of the Raise3D Pro 2
The Pro 2 isn't a hobbyist printer. It's an industrial-grade dual-extrusion FDM platform used by aerospace prototyping shops, university research labs, medical device development teams, and small-batch production lines. The same printer family is in use at peer manufacturers we'd be flattered to be compared to. Naming it specifically isn't a marketing exercise — we want technical buyers to recognize it the way they'd recognize any other piece of capital equipment in their own shops.
Post-print, every housing is hand-finished. The interior is coated with a nickel-loaded RF shielding paint — a deliberate choice that suppresses electromagnetic noise picked up by the detector, separate from the structural function the housing performs. The exterior is primed, sanded, and finished with a hammered-finish topcoat that gives the surface the appearance and feel of fabricated metal. By the time a Wiper Gold reaches a customer's bench, the housing has been touched by hand four to six times. That hand-finishing is not the most efficient way to build a part. It's part of how we keep quality consistent.
What this isn't
We're being specific about scope on purpose. The Wiper Gold and Gamma 1 single-well housings are additively manufactured. The Genii, Genii HE, and Multi-Wiper instruments use traditional sheet-metal construction — the larger volumes and different geometry of those products are better served by conventional fabrication. We're not interested in retroactively claiming "everything LTI builds is 3D printed" because it isn't. The interesting story is about where additive manufacturing genuinely fits, not where it doesn't.
We're also not making cost claims about the instruments themselves. The detector, photomultiplier tube, electronics package, and on-instrument software are exactly the same engineering they've always been. Additive manufacturing is how we build the housing — it isn't a story about cutting corners on the parts that actually do the counting.
Why we keep talking about this
Most of our competitors are larger than we are. Capintec, Hidex, and the wider field of nuclear instrumentation vendors operate at production volumes that make additive manufacturing economically uninteresting for them. For LTI — a focused specialty manufacturer shipping low-volume, high-specification instruments on demand — it's a structural advantage they cannot match without rebuilding their operations to look like ours. They won't.
The benefit lands with our customers. Every Wiper Gold shipped this quarter is incrementally better than the one shipped last quarter. When you need a custom configuration, the answer is a quote, not a six-month project. When something needs to change, it changes on the next unit, not the next product cycle. That's the whole reason we built the operation this way.
Further reading
- Raise3D's published 2021 case study on the LTI manufacturing process — the source of the cost and weight numbers cited above.
- The Wiper Gold product page — the instrument this manufacturing approach builds.
- The Genesys Counters family — including the Gamma 1, the other product line whose housing comes off the same printer.
- About LTI — how the rest of the operation is structured.